






































怎么检查控制涂布机张力?
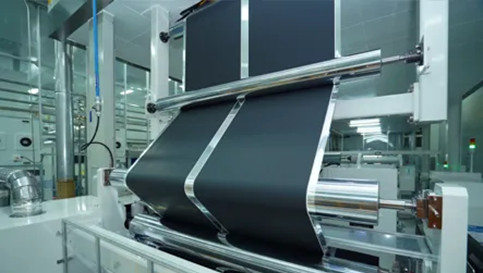
锂电池涂布机主要由放料单元、储料单元、涂布单元、复合单元以及收料单元等部分组成。其张力控制系统包括放料单元、放料储料架、涂胶单元、收料储料架和收料部。现对涂布机张力检测与控制系统进行检查分析:

涂布机结构图
涂布机的张力检测,涂布机通过摆辊和电位器来实现张力的检测,摆辊和电位器通过齿轮连接。
设电位器各个端头为P+、U、P-、PG,
电压值:P+和PG之间为+10V,P-和PG之间为-10V。
当张力设定值=张力反馈值,U和PG之间的电压为0V;
当张力值发生变化,即摆辊发生摆动,U和PG之间的电压改变,从而检测张力,有效控制张力稳定。
涂布机一般设置两个放料单元。
(1)第一放料单元为被动放料。该单元已非常成熟,张力可始终保持稳定。
(2)第二放料单元为主动放料。在放料过程中,放卷卷径不断减小,放料摆辊不断通过PLC和PID控制器实现张力的控制。
PLC控制器可计算放卷卷径,控制相应的电机不断加速,以保持张力稳定;PID控制器则在放料摆辊位置发生偏移时,计算实现放料电机转速的微调,保证张力稳定。
放料储料架可实现放料时的零速接料。在设备启动前应先检查放料储料架的状态,保证放料储料架储满基材,为放料做好准备。
当放料单元需要换料时,按下接料按钮,放料储料架电机加速,放料牵引电机减速。在这个过程中,放料牵引摆辊控制放料牵引电机,放料储料架电机跟随主机速度,当放料储料架的速度=主机速度时,放料牵引电机的速度降为0。此时,放料牵引摆辊由原本控制放料牵引电机切换为控制放料储料架电机,从而保证放料张力稳定,顺利进行零速接料。
完成放料工作后,按下接料完成按钮,放料储料架电机减速,放料牵引电机加速,同时放料牵引摆辊开始控制放料牵引电机,当放料储料架电机速度减为0时,放料牵引电机速度=主机速度。
放料储料架开始以零速上升储料,直到升至设定速度。此时,放料牵引电机的速度=主机速度+放料储料架的上升速度,满足该过程的张力稳定。
当储料完成后,放料储料架电机开始匀速减速,直至速度为零。放料牵引电机减速,并在放料储料架电机降为0时,降至与主机相同的速度。
涂胶辊的周长固定不变,所以涂胶辊电机的转速为主机速度加上摆辊的调节速度。安川H1000变频器内部的PID控制器可满足涂胶单元到复合单元之间的张力微调控制。
收料储料架及收料过程的张力控制
涂布机工艺多样,要求收料时预驱轴处于静止状态,因此,涂布机应具备收料储料架机构。在设备启动前,应先检查收料储料架的位置,调整储料架使其以一定速度自动下降至储料机构下端,准备好接料。
当收料轴需要换料时,按下接料按钮,收料储料架从零开始加速,同时,收料牵引和收料当前轴减速。在此过程中,收料牵引摆辊控制收料牵引电机,收料储料架电机跟随主机速度,当收料储料架电机的速度=主机速度,收料牵引和收料当前轴的速度减为0。此时,收料牵引摆辊由原本控制收料牵引电机切换为控制储料架电机,从而保证收料张力稳定。随后,收料刀架进行相应的动作,完成收料工作。
收料动作完成,收料大臂落下后,收料储料架电机减速,收料牵引和收料当前轴加速。在这个过程中,收料牵引摆辊控制收料牵引电机,当收料储料架电机速度减为0时,收料牵引电机、收料当前轴速度=主机速度。
收料储料架以零速向下加速,直到加速至设定速度。此时,收料牵引电机和收料当前轴的速度=主机速度+收料储料架下降速度,以满足复合单元到收料储料架、收料储料架到收料单元的张力稳定。
当收料储料架下降至减速标志后,开始匀速减速,直至速度为零。收料牵引和收料当前轴也减速,并在收料储料架速度降为0时,速度降至与主机相同的速度。
相关文章


相关产品


评论(0)
发表评论( 您的电子邮件地址不会被公开。必填字段已标记为 * )




